A pharmaceutical company approached Wrabacon looking to open a line for a new product, where packets of product would need to be stood up and stacked in a tray. Without an automated solution, the new line’s demand would require multiple workers to tediously count and stand product packets — by hand — constantly throughout the workday. To maximize efficiency, the company required a solution that produced a neat, consistently numbered product stack, each and every time.
The Solution
Wrabacon custom designed and manufactured a collating system that receives product packets at the rate of up to 120 per minute. The system stands the packets up on end, collates them, and presents a group of 60 to an operator for manual packing.
The product transfers from an existing X-ray machine to a short, inclined conveyor lying down with the wide side of the packet leading. The packets accumulate in a pocket on an indexing conveyor until 12 have been stacked, then the machine indexes, which stands up the stack. Once 12 more have accumulated in the first pocket, the machine indexes again, and pushes the first stack out of the pocket and then pushes it again 90 degrees where stacks will accumulate together. After five stacks have been pushed together this way, the combined stack of 60 is then pushed 90 degrees to the operator, to be manually packed on a tray.
A large international cheese company approached Wrabacon seeking improved efficiency when it came to their process of producing trays packed with tubs of cheese.
Cheese is one of the most popular foods in the world, and in general, most people will tend to have several types of cheese in the fridge at any given time, leading to an incredible demand on suppliers to be able to continuously stock a customer’s favorite forms of cheeses wherever they might shop for it — with these suppliers including restaurants, grocers, and convenience stores. In response, many companies turn to automated systems that not only must keep pace with this demand, but also be reliable and precise to ensure trays and boxes are fully packed every time. Maximizing efficiency and speed ensures that customers will be able to get the cheeses they want, when they want it, and continue coming back for more.
The numerous health benefits of fresh fruit are no secret. Low in calories and high in essential vitamins and minerals, fruits are a no-brainer as a snack or an additive to your favorite meals. The challenge, however, becomes keeping up with the high demand for these nutritious treats. To transport product in such bulk quantities, companies often turn to specially designed trays or boxes to help carry the load.
A company approached Wrabacon with an issue. Due to a labor shortage, the company was not able to hand stack and case pack their trays fast enough to meet demand. Wrabacon was up to the challenge, with an efficient, reliable solution.
The Wrabacon Solution
To fix this, Wrabacon custom designed and manufactured a 5-lane tray stacker to be used to receive trays from an existing dryer. The trays are 16.5” long x 12.5” wide and are produced at the rate of 25 per minute.
The trays exit an existing cold belt and transfer onto an accumulation belt and then onto the stacker infeed belt. The trays enter the accumulation conveyor which pulls a gap between trays. They then transfer to the stacker infeed belt which delivers the trays to each individual stacking module. Each stacker works independently from one another and stacks product on demand.
As the stacker continues to stack product, a top cylinder is continuously holding the stack in position. When the desired amount of product has been stacked, the plate/lift cylinder stays in the up position while air is applied to the top cylinder, pressing the stack. After pressing, the stack is pushed out of the stacker onto a conveyor. Once all 5 lanes have produced a stack of the desired quantity, the conveyor moves the product to a table for manual removal.
How Can Wrabacon Help You?
Wrabacon prides itself on developing innovative solutions to your challenges. Contact us today and let’s talk about your situation.
Candy bars are a timeless staple of American family life. It doesn’t matter if you prefer crispy toffee centers, crunchy almonds, or warm caramel: these sugary snacks bring families together, whether it’s a grandparent sharing an old favorite with their grandkids, a nice treat at a company meeting, or a tasty Halloween surprise.
Candy bar production, though, can be a far thornier process. Candy manufacturers must vigilantly ensure that each type of bar is wrapped accurately, every time. Mistakes are not acceptable — not simply because of people’s differing tastes, but because food allergies to common candy bar ingredients, such as peanuts, mean that the slightest errors can result in deadly consequences.
So, when a company approached Wrabacon about producing a manual system to inspect, label, and wrap multiple types of candy s, absolute precision and accuracy were major requirements.
People care immensely about the quality of their bread. Everybody loves the aromatic taste, smell, and feel of fresh-baked artisan bread — but few have the patience to prepare it from scratch. While frequenting the local bakery is one option, it’s not convenient for busy people on the move. A good middleground can be found in “parbaking,” wherein a bread product is partially baked, and then quickly frozen for storage. If done correctly, parbaking provides bread lovers with the look, taste, and feel of fresh bread, but none of the stress.
Packaging and providing parbaked artisanal bread products to customers, though, is a great deal more complex. Precision is necessary. Proper timing is everything. That’s why a local wholesale bakery, who specializes in parbaked frozen breads and bread rolls, turned to Wrabacon for solutions.
Who doesn’t enjoy fresh corn? Easy to cook, affordable, and delicious, corn is an American institution: whether it’s being grilled for an Independence Day barbeque or served beside the Thanksgiving turkey, it’s a wholesome part of the nation’s identity.
That said, while growing corn is one thing, getting it onto store shelves across the nation — husked, packed, and fresh — is another process entirely. It’s not easy. Time is of the essence. Quality is demanded. The machinery itself has to be perfectly timed to match the speed of the human operators who are doing the husking, without missing a beat.
When a regional grocery store chain turned to Wrabacon for help with their corn-packing goals, a custom solution was needed — and Wrabacon delivered.
More efficient processes mean more profit. This was exactly the case with a food manufacturer that wanted to increase packaging production for their frozen dough balls. They turned to Wrabacon requesting a system design and install that would receive frozen dough balls from a freezer, singulate them (separate them into individual pieces), and transfer them to two automatic bagging machines. This one change would help them increase their production capabilities dramatically.
Once bagged, the sealed bags would need to be transferred to a manual packing area where the bags were hand packed into shipping cartons. The cases are formed and transferred to the pack off area via another series of conveyors and elevators. Once packed, the cases need to be transferred to the case taper and palletizing area.
When plastic bottles with caps are filled with hot liquids, the caps and empty space in the bottles need to be sterilized. The challenge was to design a system to upend the bottles to allow the hot liquid to flow to the cap. Then return the bottles to the upright position and transfer to a water bath chiller.
Wrabacon specializes in developing creative packaging & automated conveyor system solutions for our customers that make time intensive tasks efficient and easy. A recent example is a custom designed and manufactured series of conveyors that drastically improved the efficiency of a manual produce packing operation for a regional distributor and specialty packaging company of organic produce.
Client Challenge
The client needed to be able to sort up to 6000 lbs. of produce an hour, grade that produce, and then package it in a variety of ways including loose product, cased product, and bagged product. Prior to the Wrabacon system, the grading portion of the operation was done by opening a box of produce and hand picking the good from the bad and transferring the bad product into a separate box which was then disposed of, which was time consuming and inefficient.
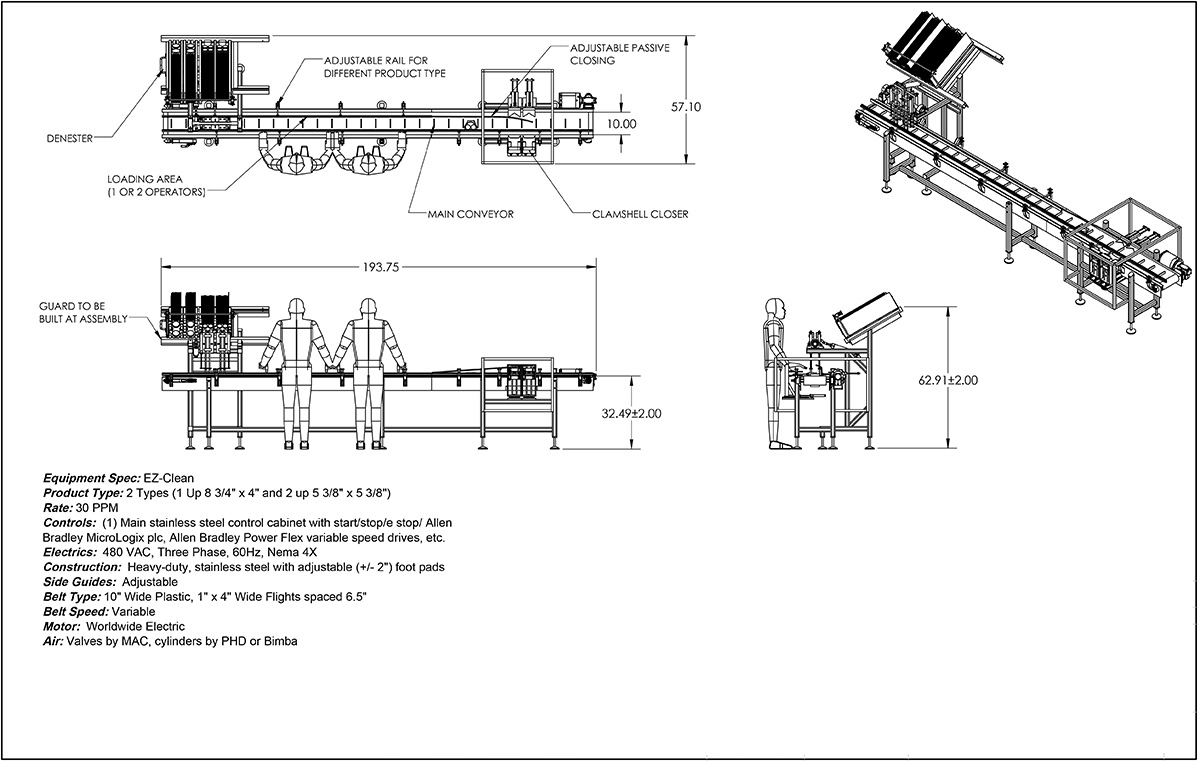
An artisan regional cheese manufacturer faced a challenge. Their production line was completely manual and very slow. The problem was that the operators had to manually denest and place clam shell trays on a conveyor. Then they manually place finished cheese balls in the clam shell. Once this was completed, the operator would manually close the calm shell. They turned to Wrabacon to manufacture a packaging line that would transform their production line from a completely manual system to a semi-automatic packaging line.
The new system designed by Wrabacon consisted of a tray denester, a conveyor to transport trays to the operators, and an automatic lid closer. All equipment was built in stainless steel to meet the high demands and sanitation needs the food industry requires.
The Wrabacon Solution:
Custom designed and manufactured a tray denester that denests plastic clamshells onto a moving conveyor at the rate of up to 30 per minute.
The system works with two tray sizes: 4” x 8.75” and 5.38” x 5.38” Each are denested with the long edge leading on the conveyor.
The trays are denested onto a conveyor where they will be manually filled by the operators.
After filling, they travel downstream to a lid closer that automatically folds and closes the lids prior to transferring to downstream equipment.
Denester Operation
Operators manually load the trays into an adjustable 45 degree twin hopper with the open side of the tray facing down. Pneumatic cups extend up to the trays, pull one from each stack, pivot down over the conveyor and then release the two trays. The trays travel on the conveyor with the wide edge leading. After placing the tray, the process repeats—picking and then placing the two trays onto the conveyor.
The denester utilizes a photo sensor to trigger the cycle. The sensor is mounted on the conveyor and when clear, the denester drops the trays onto the belt. The conveyor has variable speeds, so the denester rate is controlled by the speed of the conveyor. After denesting, the clamshells are manually filled with product.
Clamshell Closer Operation
After filling, the clamshells travel downstream to the closer with the lid open. A rail guide and partially closes the lid as it transfers to the conveyor. Once the lid is partially closed, a set of powered rollers snap the lid around the perimeter of the clamshell. Wrabacon designed the closer with power rollers since applying pressure to the top center of the lid might not seal the container properly.
The powered rollers are above the clamshell while a set of free spinning rollers are on the underside of the clamshell. By sitting over the two edges of the clamshell, the guides and rollers contact the edges of the container and ensure a proper closure. After closing, the clamshells transfer to downstream equipment for further processing. The closer is adjustable for the two tray sizes and can be easily adjusted via hand cranks and physical stops.
As part of this proposal, Wrabacon supplied (1) twin, adjustable hopper, tray denester with support frame, (2) 32” long denester hoppers that holds approx. 100 trays each, (1) main packing conveyor, (1) split belt clamshell closer and (1) control system.



 People care immensely about the quality of their bread. Everybody loves the aromatic taste, smell, and feel of fresh-baked artisan bread — but few have the patience to prepare it from scratch. While frequenting the local bakery is one option, it’s not convenient for busy people on the move. A good middleground can be found in “parbaking,” wherein a bread product is partially baked, and then quickly frozen for storage. If done correctly, parbaking provides bread lovers with the look, taste, and feel of fresh bread, but none of the stress.
People care immensely about the quality of their bread. Everybody loves the aromatic taste, smell, and feel of fresh-baked artisan bread — but few have the patience to prepare it from scratch. While frequenting the local bakery is one option, it’s not convenient for busy people on the move. A good middleground can be found in “parbaking,” wherein a bread product is partially baked, and then quickly frozen for storage. If done correctly, parbaking provides bread lovers with the look, taste, and feel of fresh bread, but none of the stress.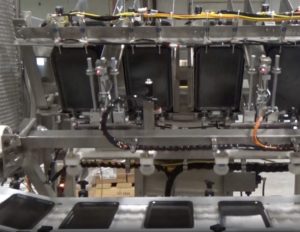 Who doesn’t enjoy fresh corn? Easy to cook, affordable, and delicious, corn is an American institution: whether it’s being grilled for an Independence Day barbeque or served beside the Thanksgiving turkey, it’s a wholesome part of the nation’s identity.
Who doesn’t enjoy fresh corn? Easy to cook, affordable, and delicious, corn is an American institution: whether it’s being grilled for an Independence Day barbeque or served beside the Thanksgiving turkey, it’s a wholesome part of the nation’s identity. More efficient processes mean more profit. This was exactly the case with a food manufacturer that wanted to increase packaging production for their frozen dough balls. They turned to Wrabacon requesting a system design and install that would receive frozen dough balls from a freezer, singulate them (separate them into individual pieces), and transfer them to two automatic bagging machines. This one change would help them increase their production capabilities dramatically.
More efficient processes mean more profit. This was exactly the case with a food manufacturer that wanted to increase packaging production for their frozen dough balls. They turned to Wrabacon requesting a system design and install that would receive frozen dough balls from a freezer, singulate them (separate them into individual pieces), and transfer them to two automatic bagging machines. This one change would help them increase their production capabilities dramatically. When plastic bottles with caps are filled with hot liquids, the caps and empty space in the bottles need to be sterilized. The challenge was to design a system to upend the bottles to allow the hot liquid to flow to the cap. Then return the bottles to the upright position and transfer to a water bath chiller.
When plastic bottles with caps are filled with hot liquids, the caps and empty space in the bottles need to be sterilized. The challenge was to design a system to upend the bottles to allow the hot liquid to flow to the cap. Then return the bottles to the upright position and transfer to a water bath chiller.