The Challenge
 The rise of the CBD oil industry is one of the hottest new movements today. CBD, or cannabidiol, is still deemed controversial in some circles, but its usage in treating symptoms such as pain, anxiety, and movement disorders have drawn headlines. As of 2019, insiders have dubbed the growing demand for CBD oil products as “the next gold rush.”
The rise of the CBD oil industry is one of the hottest new movements today. CBD, or cannabidiol, is still deemed controversial in some circles, but its usage in treating symptoms such as pain, anxiety, and movement disorders have drawn headlines. As of 2019, insiders have dubbed the growing demand for CBD oil products as “the next gold rush.”
However, manufacturing CBD products — as well as bottling the liquids, in the precise way that CBD oil requires — isn’t easy. Accuracy and meticulousness aren’t just niceties, but requirements, which makes mass production of these products uniquely challenging. That’s why a client turned to Wrabacon to create a system that could pump CBD oil into glass containers at high speeds, while not losing any accuracy. Once filled, the bottles would need to be capped and labeled.
The Wrabacon Solution
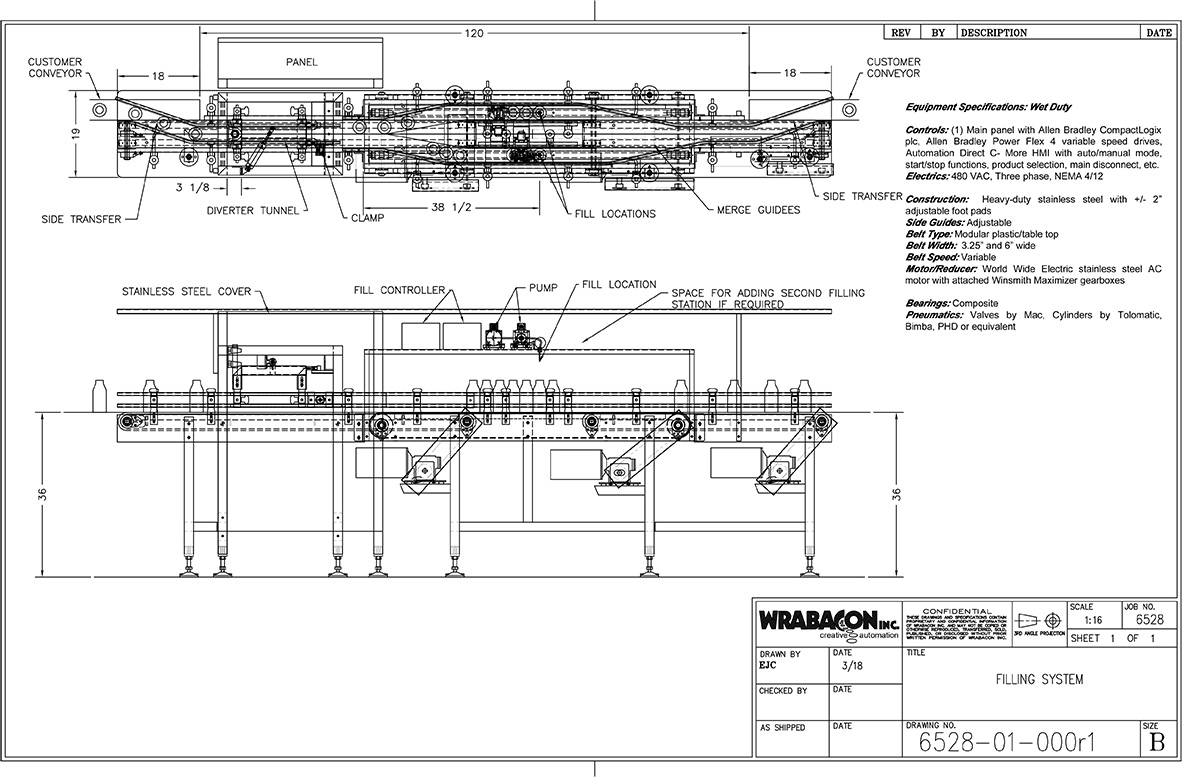
To make it happen, Wrabacon designed and manufactured a system that filled open glass containers with CBD oil. This worked by having these containers exit an existing conveyor, uncapped, whereupon they side transfer onto the Wrabacon system.
The sizes of these containers (jars) are: 6.8” tall x 2.8” diameter, 12 oz. They are produced at a rate of 155 per minute.
As the jars pass by, CBD oil — from .5 ml to 1.47 ml — pumps into their openings. If desired, a 1.5 ml fill is available, by doing two .75 fills into one jar, but it pumps at a slower rate. Once filled, the jars transfer onto the wider Wrabacon conveyer, which travels at approximately 45 feet per minute. This wider conveyer — by using a tunnel-style product diverter — splits the single row of product into two separate rows. Once diverted, the jars will side transfer onto two single lane filling conveyers, each one moving at approximately 18 feet per minute: this ensures that the jars will be back-to-back.
At this point, a sensor watches for bottle necks. Once it spots them, an Ivek pump injects CBD oil right into the jar, as it passes through. Meanwhile, a signal from the filler verifies that a fill has occurred, and the sensor moves to detect the next jar. The process repeats.
Once filled, jars will side transfer back onto the wider conveyer, moving at a higher speed. This is done to allow gaps between the jars. From here, they will side transfer onto the existing downstream conveyer, whereupon bottles are finally capped and labeled.
Wrabacon manufactured and supplied the following equipment for this project:
- Diverting conveyer with side transfers on both ends
- Product diverter
- Filling conveyers with sensors and side transfers
- Ivek liquid pumps
- Merging conveyer with side transfers on both ends
- Control system
All conveyors and transfers were manufactured in stainless steel.